最新信息
协易伺服压力机: 多样化的冲压成型曲线
随着材料强度日趋增加与冲压件复杂度提高,传统压力机需在速度、冲压能力及灵活性上有所牺牲。一台好的压力机可优化既有的冲压制程,让冲压厂得以用更少的设备来获得更多的产量。协易伺服压力机可运用于各类型的冲压工法及多样的产业,满足客户独特的需求和应用。
协易伺服压力机得益于其强大的伺服马达和控制系统,配合不同的加工目的,控制滑块的运动及速度,调配最适的冲压曲线,达到产能提升与质量改善。人性化的操作面板可轻松设定各种冲压曲线参数,如滑块可在行程中的加工区段放慢速度以防止工件破裂的发生,并在行程中的其余区段快速运动以提升整体生产效率。此外,传统产线所需的后段加工,在导入伺服压力机后可整合到冲压制程中,例如模内冲孔等工序,达到提升整体效率及降低生产成本的效益。
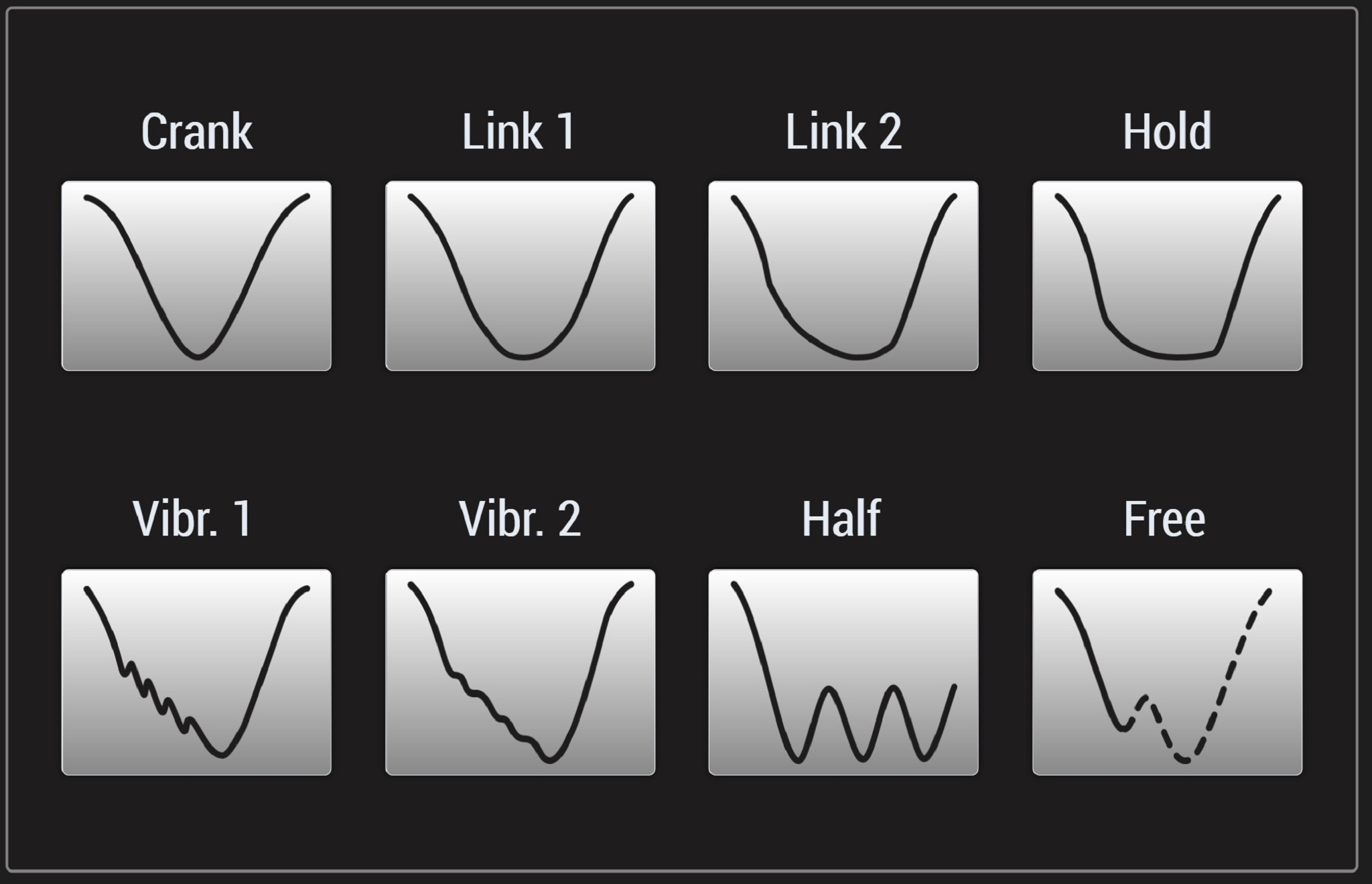
协易提供7种预设冲压曲线及1种自由曲线,以下介绍几项最常被使用的冲压曲线。
连杆模式:可编程及优化冲压曲线
此为相当常见的应用,滑块迅速地下降并于指定位置放慢速度,优点是在提升产能的同时,提高成形的稳定度、降低反向负荷以及延长模具寿命。
钟摆模式:增加产能
滑块以短行程运作,减少不必要的冲头运动,藉此增加产量及节省用电量。以连续模搭配钟摆模式为例,产能最高可增加一倍且耗电量与使用机械压力机相比省下50%以上。
保压模式:热冲压的冲压新选择
Hold曲线可让滑块在设定的时间段于下死点持压,对加热的料片进行成型及模内冷却,以某客户导入实绩为例,相较于传统热冲压制程,生产率可提升20%以上,运转成本可减少达50%,并可减少电力消耗量达70%以上。实际生产效益依各家客户的生产方式及工厂营运条件而有不同。
自由模式 (压印):适用于难成形的材料加工
透过多次在下死点锻打,可减少工件回弹量或消除工件的回弹效应,压印或锻打曲线通常可在单一模具工站完成。请见范例影片。
震动模式:可减少模具站数
此曲线可用于深抽引加工,产出高精度与高质量的冲压成品,同时可减少模具站数,从而降低模具成本并提升产能。此曲线常见于螺牙孔的冲压加工。请见深抽引范例 影片。